1.5kW~80kWファイバーレーザーの切断能力と速度
導入
ファイバーレーザー切断機を選ぶ際に考慮すべき最も重要な要素の一つは、レーザー光源の出力と、それが切断可能な材料の厚さと速度にどのように影響するかです。ファイバーレーザーの出力は
1.5kWから80kWまでの範囲で、出力レベルによって切断能力に独自の利点と限界があります。この記事では、出力レベルの違いが様々な材料の厚さと切断速度にどのような影響を与えるかを説明し、お客様の製造ニーズに最適な情報に基づいた決定を下せるようお手伝いします。
1. 利用可能なファイバーレーザーパワーえ選択
現在市販されている板金レーザー切断機の出力は、1.5kWから80kWまで様々です。この記事では、様々な出力レベルにおける特性と用途について解説します。ここで説明する切断パラメータは、SENFENG研究所のデータに基づいています。実際のパラメータは、材料の炭素含有量や技術の進歩によって変化する可能性があるため、参考値としてご利用ください。
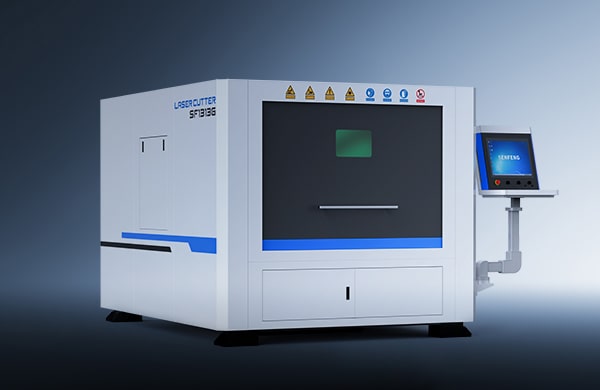
1.1 1.5kW~3kW:薄板のマスター
1.5kW~3kW程度の低出力ファイバーレーザーは、薄板金属の切断に最適です。これらのレーザーは、最大12mm厚のステンレス鋼や最大20mm厚の炭素鋼などの材料を切断する際に非常に効率的です。例えば、3kWのレーザー切断機は、4mm厚のステンレス鋼を毎分約5.0~6.0メートルの速度で切断できます。そのため、キッチン用品、配電盤、金属看板の製造など、主に薄板金属を扱い、精度と速度が求められる業界に最適です。

切断パラメータは次のとおりです:
| 材料 | 1.5 kW | 2 kW | 3 kW |
| 切断厚さ(mm) | |||
| ステンレス | 1-6 | 1-8 | 1-12 |
| 炭素鋼 | 1-16 | 1-16 | 1-20 |
| アルミ | 1-5 | 1-6 | 1-8 |
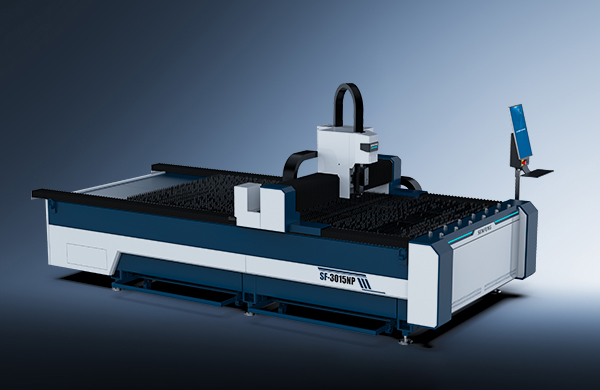
1.2 4kW~6kW:多用途で効率的
4kW~6kWの出力範囲のファイバーレーザーは、切断速度と材料の厚さのバランスが取れています。これらのファイバーレーザー切断機は、12~20mmのステンレス鋼、20~30mmの炭素鋼、1~8mmの真鍮、1~16mmのアルミニウムなど、中程度の厚さの材料を中程度の速度で切断できます。この出力範囲は、切断能力に多様性を求めるメーカーにとって特に有用であり、より幅広いプロジェクトに対応できます。例えば、6kWのレーザーは、14mmの炭素鋼を毎分約1.4~1.7mの速度で切断できます。そのため、板金加工、鉄骨構造物、建築支柱、橋梁部品、造船などの業界を含む一般的な製造業で人気があります。
| 材料 | 4 kW | 6 kW |
| 切断厚さ(mm) | ||
| ステンレス | 1-12 | 1-20 |
| 炭素鋼 | 1-25 | 1-30 |
| アルミ | 1-12 | 1-16 |
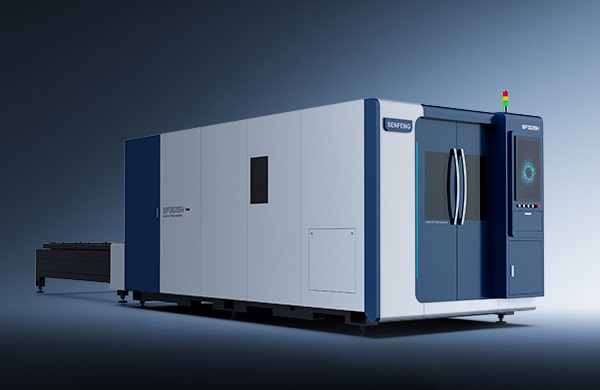
1.3 12kW~30kW:パワーと精度
出力が上がるにつれて、12kWから30kWの範囲の金属板レーザー切断機は、より厚い材料をより高い精度と速度で切断するのに適しています。これらのレーザーは、厚さ6~90mmのステンレス鋼、厚さ5~80mmの炭素鋼、厚さ5~20mmの真鍮、厚さ5~60mmのアルミニウムなどの材料の切断に優れており、高い精度と仕上がり品質を実現します。例えば、12kWのレーザーは、厚さ20mmの炭素鋼を毎分約1.3~1.4mの速度で切断できます。この出力範囲は、造船や重機製造などの重工業に最適です。

| 材料 | 12 kW | 15 kW | 20 kW | 30 kW |
| 切断厚さ(mm) | ||||
| ステンレス | 6-50 | 6-50 | 6-70 | 6-90 |
| 炭素鋼 | 5-50 | 5-60 | 5-60 | 5-80 |
| アルミ | 5-50 | 5-50 | 5-60 | 5-60 |
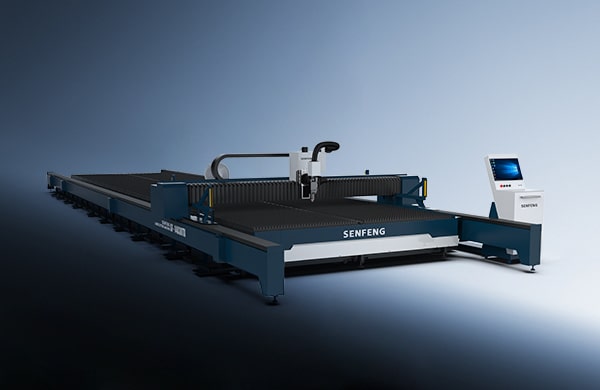
1.4 40kW~80kW:高負荷切断
最高出力の40kW~80kWのレーザー切断機は、高負荷切断作業向けに設計されています。これらの機械は、50~200mmのステンレス鋼や炭素鋼など、非常に厚い材料を比較的高速で切断できます。これらの高出力レーザーが提供する速度と精度は比類がなく、非常に厚い材料を迅速かつ効率的に切断する必要がある業界にとって不可欠なものとなっています。これらの高出力装置は主に、造船・海洋工学、重機製造、橋梁・大型建築構造物、軍事産業・国防などで使用されています。例えば、40kWのCNCファイバーレーザー切断機は、40mmの炭素鋼を毎分約0.9~2.3メートルの速度で切断できます。このような機械は、厚い金属板が標準的な材料である建設・エネルギー分野で広く使用されています。
| 材料 | 40 kW | 50 kW | 60 kW | 80 kW |
| 切断厚さ(mm) | ||||
| ステンレス | 1-100 | 16-150 | 1-200 | 16-200 |
| 炭素鋼 | 5-100 | 16-160 | 5-200 | 16-200 |
| アルミ | 5-60 | 10-60 | ||
2 レーザー出力を選択する4つのステップ
ここでは、初心者の購入者が適切なレーザー切断機のパワーを選択するのに役立つ 4 つのステップを紹介します。
2.1 材料
板金レーザー切断機は、炭素鋼、ステンレス鋼、アルミニウム、銅、亜鉛メッキ鋼板などの材料を切断できます。材料によってレーザーエネルギーの吸収率が異なるため、切断速度と必要な出力も異なります。機械が生産ニーズを満たすためには、貴社で頻繁に切断する材料の種類を評価し、それらの材料を安定して切断できる出力の機械を選定することが重要です。
2.2 厚さ
適切な機器を選ぶ際には、切断厚さを理解することが不可欠です。80/20ルールを推奨します。つまり、貴社の標準的な金属厚さの80%を安定して切断でき、かつ残りの20%を最大能力で切断できる出力レベルのレーザー切断機をお選びください。
2.3 速度
一般的に、出力が高いほど切断速度が速くなり、大量生産に適しています。適切な出力レベルを選択する際には、切断要件、効率性、生産量を考慮してください。しかし、実際の生産においては、速度と切断品質のバランスをとることが不可欠です。材料や厚さが異なると、適切な切断速度が必要です。速度が速すぎると、バリ、斜めの縞模様、材料表面の不完全な切断などの問題が発生する可能性があります。
2.4 予算
最後に、予算に応じて適切なデバイスを選択する必要があります。予算が十分でなく、初めて購入する場合は、中低出力のものを選択し、良好な運用経験を積んでからアップグレードすることをお勧めします。予算に余裕がある場合は、高出力のものを選択すると、生産効率が向上します。
結論
切断ニーズに適したファイバーレーザー出力を選択することは、効率、コスト、品質を最適化するために不可欠です。薄板でも厚板でも、様々な出力レベルの機能と限界を理解することで、生産要件に最適な決定を下すことができます。1.5kWレーザーの高精度から80kWの高出力まで、ファイバーレーザーは製造業の多様なニーズを満たす幅広い選択肢を提供します。
適切な機器への投資は、切断能力を向上させるだけでなく、全体的な生産効率も向上させ、市場における競争力を維持しながら顧客の要求を満たすことができます。速度、汎用性、あるいは最も厚い材料を切断する能力など、お客様の目標達成に役立つファイバーレーザー出力レベルが存在します。