ファイバーレーザー溶接:どれくらいの厚さの金属を溶接できるか
ファイバーレーザー溶接機は、一般的に最大7mmの厚さの材料を加工でき、スキャン幅は0~8mmの範囲で。正確な溶接深さは、レーザー出力と材料の特性に依存します。
溶接技術に不慣れな方は、読み続けてください。
レーザー溶接は、低公害、高精度、優れた溶接品質、そして高度な自動化により、様々な溶接技術の中でも際立っています。この技術は、自動車製造、電子機器・マイクロエレクトロニクス、航空宇宙、医療機器、キッチン・浴室用ハードウェア、エネルギー・電力、宝飾品業界など、様々な分野で広く採用されています。この記事では、 CNCレーザー溶接機の切断能力を 様々な出力レベルごとに解説し、現代の製造業におけるその用途と利点を理解するのに役立ちます。
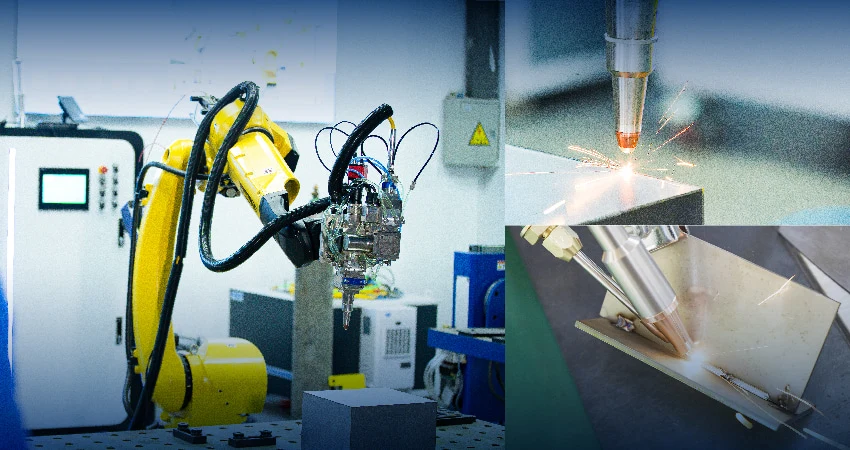
CNCレーザー溶接機の仕組み
ファイバーレーザー溶接は、集束したレーザービームを用いて材料を溶融・接合する技術です。このプロセスでは、高エネルギーレーザービームを生成し、光ファイバーを介して溶接ヘッドに伝送します。集束した光エネルギーが材料を加熱し、溶融させて最終的に接合部を融合させます。この方法は、精度が高く、熱変形を最小限に抑えた高品質の溶接を実現できることで知られています。
レーザー溶接の主な利点
- 高精度: 熱影響部を最小限に抑え、きれいで正確な溶接を実現します。
- 速度: 従来の方法に比べて溶接速度が速くなり、生産性が向上します。
- 汎用性: 金属や一部のプラスチックなど、さまざまな材料を溶接できます。
溶接厚さ能力に影響を与える要因
ファイバーレーザーマシンを使用して効果的に溶接できる材料の厚さには、いくつかの要因が影響します。
- 1. 出力:レーザーの出力は、厚い材料の溶接能力に大きく影響します。出力レベルが高いほど熱量が増加し、より深い溶け込みとより速い溶接速度が可能になります。
- 2. 材料の種類:材料によってレーザーエネルギーに対する反応は異なります。例えば、アルミニウムはステンレス鋼よりも熱伝導率が高いため、同様の溶接溶け込みを得るにはより多くの電力が必要になります。
- 3. 溶接速度:レーザーが材料上を移動する速度は、溶け込みの深さに影響を与えます。速度が遅いほど深い溶接が可能になり、速度が速いほど薄い材料に適しています。
- 4. ビーム焦点とレンズの種類:レーザービームの焦点と溶接ヘッドに使用されるレンズは、溶接品質と板厚の許容範囲を決定する上で重要な役割を果たします。ビームの焦点が合っているほど、厚い材料への浸透性が向上します。
- 5. ワイヤ送給モード:ワイヤ送給モードは、シングルワイヤ送給かデュアルワイヤ送給かに関わらず、溶接厚さに大きく影響します。デュアルワイヤ送給では、材料の付着量が増加し、厚い材料への溶け込みと強度が向上するため、重厚用途に適しています。一方、シングルワイヤ送給では、一般的に付着量が少なく、有効厚さが制限されるため、薄い材料や精密加工に適しています。
出力レベルによる溶接厚さ
様々な厚さの金属を溶接するために必要なレーザー溶接機の出力と、達成可能な速度を記録しました。以下の表をご覧ください。

| 単線給電 | ||
| 板厚(mm) | レーザー出力(W) | 溶接速度(mm/分) |
| 1.0 | 300~500 | 30~50 |
| 2.0 | 500~700 | 20~50歳 |
| 3.0 | 700~1200 | 20~40歳 |
| 4.0 | 900~1500 | 20~30 |
| 5.0 | 1200~1900年 | 10~20 |
| 7.0 | 2000~2900 | 10~20 |
| ダブルワイヤフィード | ||
| 5.0 | 1200~1900年 | 10~20 |
| 7.0 | 2000~2900 | 10~20 |
| マルチワイヤフィード | ||
| 2.0 | 700~1200 | 10~20 |
| 3.0 | 900~1500 | 10~20 |
| 4.0 | 900~1500 | 10~20 |
注記:
- 上記の表の材料の厚さは理論上のものであり、材料の種類、品質、ガスの純度 (アルゴン、窒素)、個人の技術、溶接速度などの要因がすべて溶接結果に影響を与える可能性があります。
- 測定対象となる金属は炭素鋼、ステンレス鋼、アルミニウム合金です。
低電力(300W~500W)
300W~500Wの低出力ファイバーレーザー溶接機は、主に薄い金属材料の溶接用に設計されています。その仕様と用途は以下のとおりです。
- 最大厚さ:1mmまで。
- 用途: この電力範囲は、電子産業における繊細な部品の溶接や、さまざまな金属加工作業における微細な組み立て作業など、高精度が求められる用途に最適です。
中出力(500W~1500W)
中出力マシンは、より高い汎用性を提供します。
- 最大厚さ:4mmまで
- 用途: 自動車部品、一般製造、航空宇宙用途に最適で、中程度の厚さの材料に強力で正確な溶接を提供します。
高出力(1500W~3000W)
高出力マシンは、より重い負荷がかかる用途向けに設計されています。
- 最大厚さ:7mmまで
- 用途:造船や重機などの産業分野で優れた性能を発揮します。厚い材料を効率的に処理し、要求の厳しい用途でも強固で耐久性のある溶接を実現します。
超高出力(3000W以上)
最新の進歩により、超高出力レーザー溶接システムが実現しました。
- 最大厚さ:20mm以上
- 用途:航空宇宙、石油・ガスなどの特殊産業に不可欠です。厚さ20mmを超える材料にも対応できるため、航空機構造や高強度パイプラインなど、安全性と性能を確保するために強固で信頼性の高い溶接が不可欠な重要部品に適しています。
材料の種類はレーザー溶接にどの程度影響しますか?
レーザー溶接において、材料の種類は決定的な要素です。材料の種類は、機器のレーザー出力要件だけでなく、最終的な溶接品質の上限も決定します。
以下は、HW シリーズ ハンドヘルド レーザー溶接機で (ステンレス鋼、炭素鋼、アルミニウム) を扱う場合の溶接厚さと溶接速度の比較分析です。
| レーザー溶接厚さチャート | ||||
| モデル | 材料 | 厚さ (mm) | 溶接速度 (mm/s) | 空気圧 (Mpa) |
| SF150OHW | ステンレス鋼 | 4 | 10~50 | 0.1~0.2 |
| SF2000HW | 5 | |||
| SF3000HW | 7 | |||
| SF150OHW | 炭素鋼 | 4 | 10~40歳 | |
| SF2000HW | 5 | |||
| SF3000HW | 7 | |||
| SF150OHW | アルミニウム | 4 | 10~30 | |
| SF2000HW | 5 | |||
| SF3000HW | 6 | |||
結論
この記事が、レーザー溶接機の厚さ能力と溶接速度についての理解を深め、機器を購入する際に情報に基づいた決定を下すのに役立つことを願っています。
レーザー溶接技術の進歩に伴い、最大20kWの出力を持つ機械や溶接ロボットが市場に登場し、より厚い材料の溶接が可能になっています。レーザー溶接機を選択することは、生産効率を向上させ、業界における競争力を高めるための賢明な選択であることは間違いありません。
FAQ
レーザー溶接機はどのくらいの厚さの金属を溶接できますか?
溶接の厚さは主にレーザーの出力によって決まります。
- 低電力(300W~500W):最大1mm。
- 中出力(500W~1500W):最大4mm。
- 高出力(1500W~3000W):最大7mm。
- 超高出力(3000W+): 20mm以上。
注意: 実際の厚さは材質 (例: ステンレス鋼とアルミニウム) およびシングルまたはデュアルワイヤ供給システムの使用によって異なります。
材料の種類はレーザー溶接の厚さにどのように影響しますか?
材料特性はレーザー溶接の性能に大きく影響します。例えば、3000Wの溶接機はステンレス鋼であれば7mmの厚さの溶接が可能ですが、アルミニウム合金の場合は熱伝導率が高いため、厚さ6mmまでしか溶接できません。また、同じ出力レベルでは、炭素鋼の方がアルミニウムよりも溶接速度が速い傾向があります。
高出力レーザー溶接機は非常に厚い金属を接合できますか?
はい。産業用レーザー(3000W以上)は、厚さ20mmを超える金属の溶接が可能です。これらのシステムは、造船や航空宇宙産業など、深い溶け込みと高強度の溶接が不可欠な重工業で使用されています。
厚いレーザー溶接アプリケーションにデュアルワイヤフィードを選択する理由は何ですか?
厚板溶接では、材料の堆積量を増やすことができるため、デュアルワイヤ送給モードの使用が不可欠です。これにより、最大7mm厚の材料における溶接の溶け込みと接合強度が向上します。一方、シングルワイヤ送給モードは、より薄い金属板での高精度な作業に最適です。
従来の方法と比較した CNC ファイバーレーザー溶接の主な利点は何ですか?
CNCファイバーレーザー溶接は、従来の方法に比べて優れた精度、より高速な溶接速度、そしてはるかに小さな熱影響部(HAZ)を実現します。この技術は熱変形と汚染を低減するため、様々な金属板厚において高品質な自動生産を必要とする業界にとって最も効率的な選択肢となります。