最適なレーザーノズルを選ぶための完全ガイド
CNCファイバーレーザーカッターを使うとき、レーザーノズルは小さな部品に見えても、切断品質を左右する非常に重要な役割を果たしています。材料の厚さからガス流量まで、適切なノズルを選ぶかどうかで仕上がりが大きく変わります。このガイドでは、ノズルの種類や役割、そして具体的な切断ニーズに合わせた選び方をわかりやすく解説します。難しく考えないで大丈夫です。一緒にしっかり理解していきましょう。
レーザーノズルとは?
ノズルは、切断ヘッドの先端に取り付けられる一般的な消耗品です。その役割は、レーザー光とアシストガス(酸素や窒素など)を材料の表面に導くことです。具体的には:
- レーザーの焦点とアライメントを制御する
- アシストガスの流れを整えて、溶融した材料を効率的に除去する
- 溶けた材料や飛散物が切断ヘッド内に入り込み、集光レンズを傷つけるのを防ぐ
- 切断ガスの噴出し方を調整する
- ガスの拡散範囲をコントロールする
- 切断精度とエッジ品質を維持する
間違ったノズルを選んだり、メンテナンスを怠ったりすると、切断面の粗さ、バリの発生、さらには材料の無駄につながります。
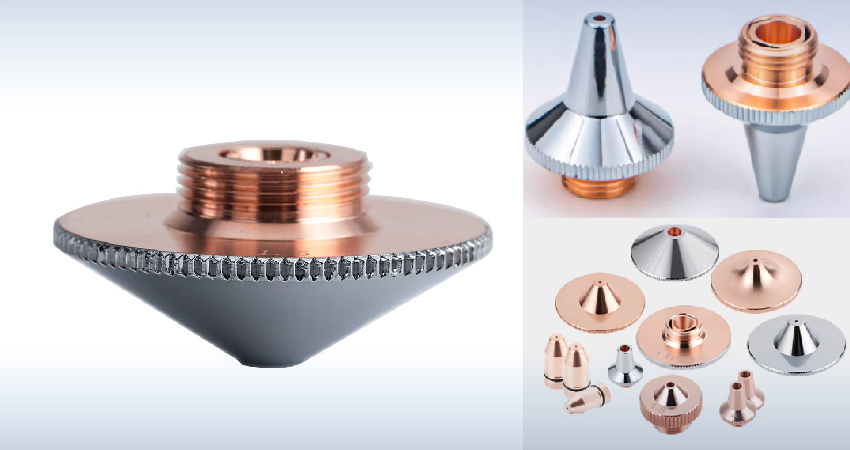
レーザーノズルの種類
ファイバーレーザー切断用ノズルは、大きく分けて以下の2種類があります。
| 種類 | 特徴 |
| 単層ノズル(シングルレイヤー) | 主に窒素をアシストガスとして使用。ステンレス鋼、銅、アルミニウムなどの切断に適しています。 |
| 二層ノズル(ダブルレイヤー) | 主に酸素を切断ガスとして使用する場合に適しており、特に炭素鋼の切断に使われます。二層ノズルを使用すると、ガス流速が速くなるため切断幅(カーフ)が広くなり、切断面がやや黒くなる場合があります。 |
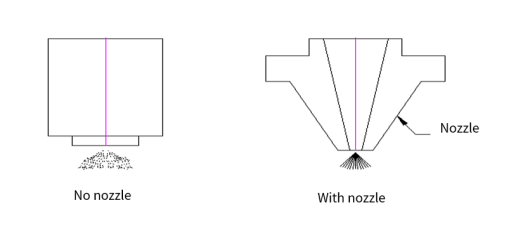
レーザーノズルは切断品質にどのように影響するのか?
ノズルは以下のような切断の重要な要素に影響を与えます。
ガスの噴出し方
ノズルは切断ガスの噴出し方を調整し、ガスの拡散範囲や大きさをコントロールします。これが切断品質に直結します。
溶融した飛散物
ノズル口径が大きいほど、レンズを保護する効果は低くなります。その結果、溶けたスパークがレンズに飛んで損傷するリスクが高まり、レンズの寿命が短くなります。
切断面
ノズル中心とレーザー光の中心がずれていると、ガス流量が不均一になります。これにより、切断面の片側に溶融した残渣が付き、もう片側はきれいになるという現象が発生します。この問題は板厚3mm以上の材料で特に顕著です。
鋭角コーナー
ノズル中心とレーザーの軸がずれていると、ガス流量が不均一になり、切断中に局所的な過溶融が発生します。特に鋭角な形状や小さい角度の部品を切断する際に問題が顕著で、厚い板を切断するほど深刻になります。
ピアシング(穴あけ)
ピアシング中にノズルの軸ずれがあると、動作が不安定になり、タイミング制御が難しく、特に厚板では過溶融が発生しやすくなります。
簡単に言えば、ノズルはレーザーのパワーと材料の応答をつなぐ「橋」のような存在です。
適切なレーザーノズルの選び方
CNCファイバーレーザー切断機に適したノズルを選ぶ際のポイントを以下にまとめます。
1. 材料の種類
材料によって、適したノズル設計とガス種類が異なります。
- ステンレス鋼・アルミニウム:基本的には単層ノズルが推奨されます。ただし、より高い精度が必要な場合は二層ノズルも使用可能です。
- 炭素鋼:二層ノズルの使用が推奨されます。
※切断技術の進歩に伴い、単層・二層ノズルそれぞれの適用範囲は広がっています。
2. 材料の厚さ
厚い材料ほど大きなノズル口径が必要で(高いガス流量を確保するため)、薄い材料ほど小さな口径が求められます(精度のため)。
目安:
| 材料の厚さ | 推奨ノズル口径 |
| 〜3mm(薄物) | 1.5~2.0mm |
| 4~8mm(中厚) | 1.5~3.0mm |
| 9mm以上(厚物) | 3.0~6.0mm |
3. レーザー出力
レーザー出力はノズル口径のサイズを決める重要な要素です。出力が高いほど、十分なガス流量、冷却、安定した切断を確保するためにより大きな口径が必要です(特に厚板切断時)。
- 3kWマシン:二層ノズル口径 1.5〜4.5mm / 単層 1.5〜4mm
- 6kW〜12kWマシン:二層ノズル口径 1.2〜1.8mm / 単層 1.5〜5mm
- 12kWマシン:二層ノズル口径 1.2〜1.8mm / 単層 1.2〜6mm
- 20kW以上マシン:二層ノズル口径 1.4〜1.8mm / 単層 1.2〜6mm
どのくらいの頻度でレーザーノズルを交換すべきか?
ノズルの寿命は、使用頻度、機器の出力、材料の厚さなどによって異なります。
ノズルは以下の理由で時間とともに摩耗します:
- 熱への長時間の曝露
- 溶けた材料との接触
- 頻繁な使用による一般的な摩耗
以下の兆候が見られたら交換を検討しましょう:
- 切断品質が不安定になる
- ノズル先端に目に見える変形やバリがある
- ガス消費量が増えた、または効率が低下した
目安として、定期的にノズルを点検し、予備を常に用意しておくことでダウンタイムを最小限に抑えられます。
レーザーノズルのメンテナンス方法
どんなに良いノズルでも、適切なケアなしには長持ちしません。以下のポイントを守りましょう。
- 定期的な清掃:ゴミやスラグの付着を取り除き、スムーズなガス流を確保する。
- アライメント確認:ノズルの中心ずれはレーザー焦点や切断品質に影響します。
- 損傷の点検:摩耗、変形、詰まりがないか確認する。
- 高品質なノズルを使う:お使いの機械仕様に合った高品質なノズルを選びましょう。
まとめ
板金レーザー切断機に適したノズルを選ぶことは、決して複雑ではありません。材料、厚さ、ガス種類、そして機械の出力を考慮すれば、最適なパフォーマンスを確保できます。忘れないでください。適切に選ばれ、適切にメンテナンスされたノズルこそが、レーザー切断における効率と精度の鍵です。
FAQ
レーザーノズルはどのくらいの頻度で交換すべきですか?
使用頻度や切断材料にもよりますが、切断品質が不安定になったり、ノズル先端に変形が見られたら交換のサインです。目安としては週1回の点検をおすすめします。
単層ノズルと二層ノズルはどうやって使い分ければいいですか?
ステンレスやアルミを窒素切断するなら単層ノズル。炭素鋼を酸素切断するなら二層ノズルが基本です。それぞれのガス流量特性に合わせて選びましょう。
ノズルの口径は大きいほうがいいですか?
いいえ。厚い材料には大きい口径が必要ですが、薄い材料には小さい口径のほうが精度が出ます。材料の厚さに合わせて選ぶことが大切です。
ノズルとレーザーの中心がずれるとどうなりますか?
切断面の片側だけ溶け残りが出たり、鋭角コーナーで過溶融が発生しやすくなります。特に板厚3mm以上で問題が出やすいので、定期的なアライメント確認が必要です。
レーザー出力が高いほど、ノズル口径は大きくすべきですか?
はい。高出力マシンでは、十分なガス流量と冷却を確保するためにより大きなノズル口径が推奨されます。例えば20kW以上のマシンでは1.2〜6mmの範囲から選びます。
ノズルのメンテナンスで一番大事なことは何ですか?
定期的な清掃と軸合わせ(アライメント)確認です。スラグの付着や中心ずれは切断品質を大きく下げる原因になります。予備のノズルを常備しておくことも忘れずに。